Prethodno poglavlje
| Pocetna strana | Sledece poglavlje
3. NEKONVENCIONALNE METODE
OBRADE
Za obradu teško obradljivih
materijala,uporedo sa klasičnim metodama obrade(rezanjem i plastičnim
deformisanjem) koriste se i nekonvencionalne metode obrade(ili specijalne
metode) tj.elekrofizičke i elektrohemijske metode.Primena ovih
metoda,posebno u kombinaciji sa klasičnim metodama,najefikasnija je u
obradi materijala i delova koje je vrlo teško,ili nemoguće obraditi
na klasičnim,konvencionalnim obradnim sistemima.Naime,određene legure
sa vrlo velikom tvrdoćom i toplootpornišću teško je
obraditi klasičnim metodama obrade pa su se vremenom usvojile nove metode
obrade zasnovane na sasvim novim principima,nekonvencionalne metode.
Efekat skidanja materijala kod
nekonvencionalnih metoda sa obratka se postiže dovođenjem
električne ,ili mehaničke,toplotne,svetlosne,i drugih vidova energije
direktno u zonu obrade.Sve ove metode se mogu podeliti prema vrsti energije
koja se koristi u zoni obrade za skidanje materijala sa obratka:
●Mehaničke metode obrade
-ultrazvučna metoda
-abrazivna metoda
●Termoelektrične metode
obrade
-elektroeroziona metoda
-laserska obrada
-obrada elektronskim i
jonskim mlazom
-obrada plazmom
●Elektrohemijske metode obrade
-Elektrohemijska obrada
●Kombinovane metode obrade
-elektrohemijsko brušenje,honovanje i
lepovanje
-elektrohemijsko-elektroeroziona metoda
3.1. Ultrazvučna metoda
Ultrazvučne vibracije predstavljaju
elastične talase koji se određenom brzinom prostiru u bilo kojoj
sredini.Frekventna oblast elastičnih vibracija je vrlo
široka,međutim ljudsko uho registruje elastične vibracije u
frekventnom opsegu 20Hz-20kHz.
Ultrzvučna metoda obrade se zasniva
na udarnom dejstvu čela alata koji vibrira sa ultrazvučnom i
abrazivnih zrnaca koji se nalaze u suspenziji(sl.3.1a).Metod obrade obuhvata
dva osnovna procesa:prvi,udarno dejstvo abrazivnih zrnaca na obradak i
odvaljivanje delića materijala i drugi,cirkulacija i obnavljanje abrazivne
suspenzije,čime se odnose delići skinutog materijala i dovodi
svež abraziv.
Ultrazvučna obrada najefikasnije se
primenjuje u tečnoj sredini pa se zato i koristi suspenzija,kao
mešavina abrazivnih zrnaca i tečnosti.
Šema instalacije za ultrazvučnu
obradu prikazana je na sl.3.1b.
Primena ove metode je u elektro i
radioindustriji,optičkoj industriji,mašinogradnji...
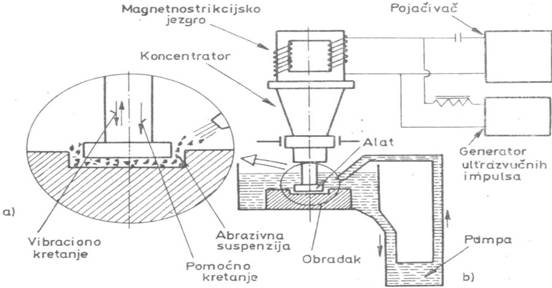
Sl.3.1.Šema ultrazvučne obrade
3.2. Elektroeroziona metoda
Princip rada elektroerozione metode
zasniva se na električnoj eroziji,tj.skidanju metalnih delova materijala
pri električnom pražnjenju između elektroda,tj.katode-alata i
anode-obratka(sl.3.2a).Elektrode se nalaze na određenom razmaku u radnom
fluidu,dielektrikumu(tehnička voda,mineralno ulje i dr.).U toku
električnog pražnjenja varnica ili električni luk izazivaju
električnu eroziju na površini obradka,gde se formira krater na
anodi-obratku zbog zagrevanja materijala do vrlo visoke temperature.
Šema elektroerozione obrade data je
na sl3.2b.
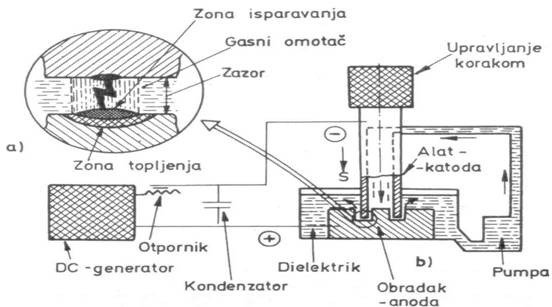
Sl.3.2.Šema elektroerozione obrade
Elektroeroziona metoda se koristi u
izradi delova od teškoobradljivih materijala,kovačkih kalupa,kalupa
za livenje,profilisanih valjaka,ploča za prosecanje,velikih alata za
presovanje...
3.3. Laserska obrada
Laserska metoda se zasniva na
korišćenju visokokoncentrisane svetlosne energije u obliku fotonskog
snopa,koja u sudaru sa materijalom prouzrokuje njegovo lokalno topljenje i
isparavanje.Istovremeno sa materijalom koji isparava odnose se i delići
čvrstog materijala ,koji se izvaljaju usled znatnih temperaturnih napona
koji prelaze granicu jačine materijala.
Laseri se sa uspehom primenjuju u
mikroobradi tvrdih materijala ,na primer dijamanata i dragog
kamenja,časovničarskoj i elektronskoj industriji.
3.4. Elektrohemijska obrada
Elektrohemijska obrada se zasniva na
Faradejevom zakonu,prema kojem je količina metala koji je rastvoren pri
elektrolizi proporcionalan jačini i vremenu proticanja struje između
dve elektrode koje se nalaze u elektrolitu.Na sl.3.3 prikazana je šema
elektrohemijske obrade i to elektrohemijskog bušenja.
Osnovni nedostatak elektrohemijske obrade
predstavlja stvaranje anodnog filma na površini obratka,koji usporava
skidanje materijala. Elektrohemijska obrada se primenjuje za izradu delova
reaktivnih motora u avioindustriji,raznih kalupa i turbinskih delova.
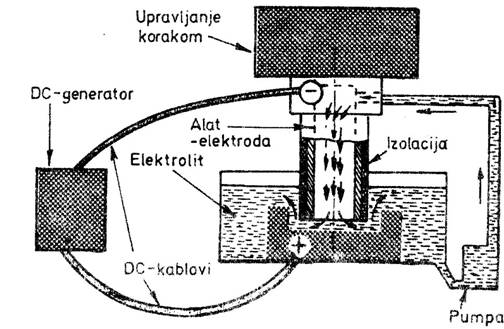
Sl.3.3.Šema elektrohemijske obrade