Prethodno poglavlje
| Pocetna strana | Sledece
poglavlje
2. OBRADA METALA
PLASTIČNOM DEFORMACIJOM
Metali kao kristalne strukture poseduju
svojstva plastičnog deformisanja u hladnom i toplom stanju.Ovo služi
kao osnova za niz metoda obrade metala plastičnom deformacijom ,sa i bez
odvajanja,koje se primenjuju u svim industrijama .Sve metode obrade
plastičnom deformacijom uglavnom definiše alat,za razliku od obrade
rezanjem gde metode definiše,pre svega,kinematika,odnosno mašina.
U odnosu na druge metode obrade,obrada
plastičnom deformacijom ima niz prednosti:
-Jednostavna kinematika obradnih
sistema.Jednim hodom izvršnog organa mašine mogu se oblikovati
složena prostorna tela
-Delovi,posle obrade plastičnim
deformisanjem imaju poboljšana mehanička svojstva
-Postoje dobre mogućnosti
mehanizacije i automatizacije procesa
-Stepen iskorišćenja materijala
ja vrlo visok,i dr.
ali i određene nedostatke:
-Ekonomičnost primene samo u
serijskoj i masovnoj proizvodnji
-Potreba za vrlo velikim deformacionim
silama tj,teške i robusne mašine
-Relativno skupi alati,i dr.
Plastično deformisanje je vrlo
složen proces ,a pojavljuje se kao posledica prinudnog trajnog pomeranja grupe
atoma u kristalnima metala.Osnovni mehanizam plastičnig deformisanja
sastoji se u klizanju i dvojnikovanju u ravnima kristalnog konglomerata.Ravni
klizanja se poklapaju sa mestima gde postoje linearni defekti kristalne
rešetke,koji se nazivaju dislokacija(sl.2.1).
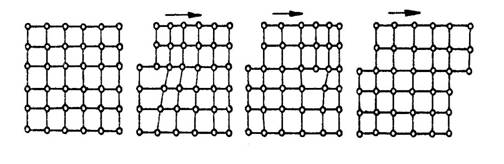
Sl.2.1.Pomeranje dislokacije kristalne
rešetke pri plastičnom
deformisanju
Teorija obrade metala plastičnim
deformisanjem predpostavlja sledeća svojstva čvrstih tela:
-neprekidnost,tj.određena supstanca
ravnomerno i neprekidno ispunjava celu zapreminu
-homogenost,tj.telo u svim tačkama
ima ista mehanička svojstva i hemijski sastav
-izotropnost,tj.svojstva tela u svim
pravcima su ista
-nestišljivost,tj.telo u oblasti
plastičnog deformisanja ne menja zapreminu.
Osnovni metodi obrade metala
plastičnom deformacijom su:sabijanje,izvlačenje,
istiskivanje,savijanje,plastično
deformisanje sa odvajanjem.
2.1. Sabijanje
Sabijanje u suštini predstavlja
zapreminsko oblikovanje materijala na presama i čekićima.Sabijanje
može biti slobodno ili u kalupima.U zavisnosti od brzine deformisanja,
postoji dinamičko i statičko sabijanje.Na čekićima se
ostvaruje dinamičko sabijanje i naziva se kovanje,dok se na presama ,gde
su brzine deformisanja male,ostvaruje statičko sabijanje,koje se naziva
presovanje.
Pri slobodnom sabijanju bez trenja
telo,posle deformisanja,zadržava sličan oblik.Na sl.2.2prikazano je
telo pre i posle deformisanja.Svaki deo tela isto se deformisao.
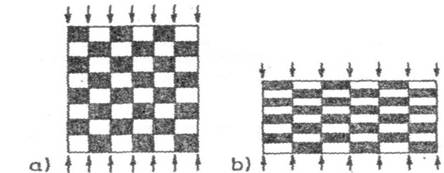
Sl.2.2.Deformisanje pri slobodnom
sabijanju bez trenja
Na čeonim dodirnim
površinama između materijala obratka i površine
pritiskivača,odnosno stola mašine,postoji spoljašnje,kontaktno
trenje koje ometa bočno širenje materijala(sl.2.3).Pojedini delovi
tela nejednako se defomišu.
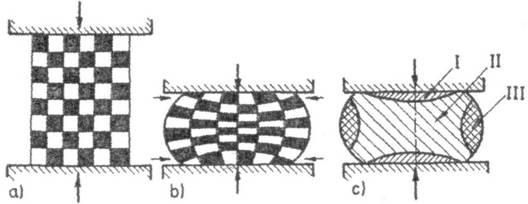
Sl.2.3.Deformisanje pri slobodnom
sabijanju sa trenjem
2.2. Istiskivanje
Obrada istiskivanjem podrazumeva da se
materijal u obliku valjka,koluta i sl.istikuje u otvorenom kalupu pod
dejstvom istiskivača oblikujući se u izradak željenog
oblika.Najčesće se vrši istiskivanje rotacionih delova i to
uglavnom u hladnom stanju.Istiskivanjem se izrađuju delovi manjih
mera,posebno tanjih zidova,posebno u vojnoj industriji.
Osnovne karakteristike istiskivanja su:
-visoka tačnost mera i visok kvalitet
površina
-poboljšana mehanička svojstva
materijala posle istiskivanja
-visoka proizvodnost
U zavisnosti od smera kretanja
istiskivača i materijala koji se istiskuje postoji:
-suprotnosmerno
-istosmerno
-kombinovano istiskivanje
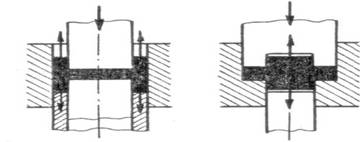
Pripremak se pod dejstvom deformacione
sile,koja se saopštava istiskivačem,plastično
deformiše.Smer kretanja deformisanog materijala,koji ispunjava prostor
između kalupa i istiskivača,je suprotan smeru kretanja
istiskivača(sl.2.4a).Po završetku procesa,stupa u dejstvo
izbacivač koji vrši izbacivanje obratka iz alata.
Kod istosmernog istiskivanja ,smer
kretanja istiskivača i deformisanog materijal je isti(2.4b).
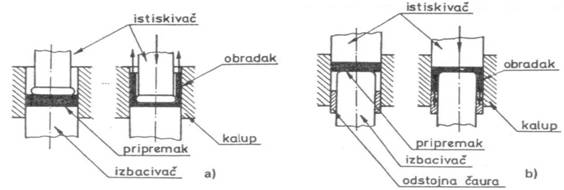
Sl.2.4.Istiskivanje a)
suprotnosmerno b) istosmernо
Za izradu složenijih delova koristi se
kombinovano istiskivanje,gde se u procesu istiskivanja jedan deo materijala
kreće u istom,a jedan deo u suprotnom u odnosu na smer kretanja
istiskivača(sl.2.5).
Sl.2.5.Primeri kombinovanog istiskivanja
2.3. Izvlačenje
Izvlačenje je osnovna metoda obrade
lima plastičnim deformisanjem.
Izvlačenje ima vrlo široku
primenu u industriji prerade metala,posebno u izradi delova široke
potrošnje,posuđa kao i u avioindustriji.Samo izvlačenje se
izvodi na presama prostog i dvostrukog dejstva i hidrauličkim presama.Alat
za izvlačenje se u opštem slučaju sastoji od:izvlakača,prstena
za izvlačenje,držača lima.(sl.2.6a).
Na primer,sam proces izvlačenja
sastoji se u transformaciji pripremka u obliku kružne ploče u izradak
cilindričnog u obliku cilindričnog šupljeg tela(sl.2.6b).
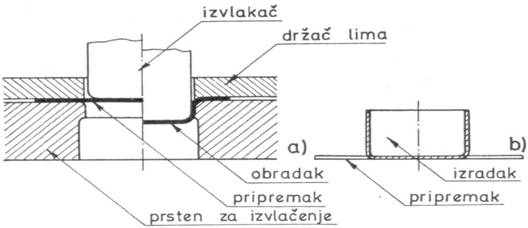
Sl.2.6.Izvlačenje lima u
cilindrično šuplje telo
a)alat za izvlačenje
b)pripremak i izradak
Izvlačenjem se izrađuju
različiti delovi-od osnosimetričnih,pa preko kutijastih do delova
vrlo složenog konstrukcionog oblika.Na sl.2.7.prikazani su oblici grupe
delova izrađenih izvlačenjem.
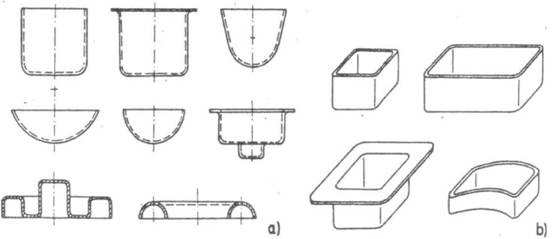
Sl.2.7.Delovi izrađeni
izvlačenjem a)osnosimetrični b)kutijasti
2.4. Savijanje
Savijanje ima značajnu primenu pri
obradi lima gde se dobijaju različiti profili ili doboši za
rezervoare i kotlove.Zavisno od mera i oblika delova,savijanje limova izvodi se
u alatima za savijanje na mehaničkim ili hidrauličnim presama i na
specijalnim mašinama za savijanje.U opštem slučaju,prema obliku
delova dobijenih savijanjem,razlikuju se:
-kružno savijanje
-fazonsko savijanje,i
-ispravljanje,kao obrnuti proces
savijanja.
Kružno savijanje limova izvodi se na
specijalnim mašinama za savijanje sa tri valjka,gde je gornji valjak
obično pomerljiv radi podešavanja prečnika savijanja Ro,dok su
donji valjci fiksni(sl.2.8).
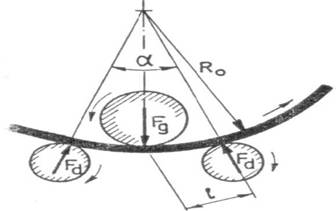
Sl.2.8.Kružno savijanje lima
Fazonsko savijanje vrši se
postepeno,obaranjem svake ivice pojedinačno za prav ili neki drugi ugao.Na
sl.2.9 prikazano je fazonsko savijanje lima,a na primeru dvostranog savijanja
pod uglom od 90°.Alat je dosta skup jer je namenski.
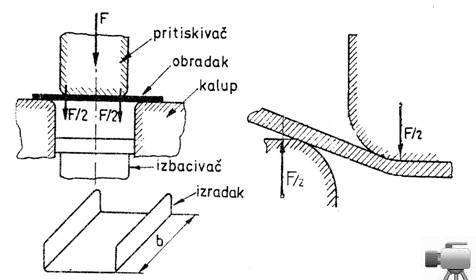
Sl.2.9.Fazonsko
savijanje lima
Ispravljanje limova,kao obrnut proces
savijanju,vrši se na taj način što se iskrivljene ili talasaste
trake propuštaju kroz sistem dvorednih valjaka na mašini za
ispravljanje.Valjci su obrtni i međusobno rastojanje između
gornjeg i donjeg reda valjaka može se podešavati zavisno od debljine
lima(sl.2.10).
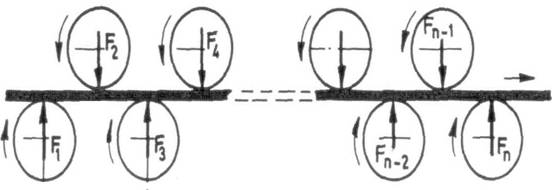
Sl.2.10.Ispravljanje lima
2.5. Alati i mašine
alatke
U obradi plastičnimdeformisanjem
metoda obrade je,pre svega,definisana alatom.Zato u ovom slučaju ne
postoji tako stroga podela mašina prema metodama obrade,kao kod
mašina alatki za obradu rezanjem.Međutim,najčešće
primenjivane su:čekići,prese,mašine za savijanje,mašine
za odsecanje,mašine za probijanje...
Osnovne karakteristike mašina alatki
su:
-relativno jednostavan kinematički
sistem
-znatna masa mašina zbog velikih
deformacionih sila
-relativno jednostavno upravljanje
-relativno je jednostavno ostvariti
mehanizaciju i automatizaciju rukovanja materijalom
-potreba za pouzdanim sistemima za
bezbedno rukovanje od strane proizvodnih radnika
Alati za obradu plastičnom
deformacijom predstavljaju deo obradnog sistema za oblikovanje.Oni direktno
definišu sam metod obrade.U obradi plastičnom deformacijom svaki alat
je specijalan,jer su njegovi radni organi prilagođeni obliku
dela.Generalno gledano ovakvi alati su relativno vrlo skupi,pa su ekonomični
samo u primeni u serijskoj proizvodnji.Neki od njih su:alati za
kovanje,alati za istiskivanje,alati za obradu lima...